English
Japanese
連続測温プローブ | 保護管(MZ管)| 消耗型熱電対 | 製鋼・鋳物・銅合金などの製造に貢献する日本サーモテック株式会社
サイト内検索 >>
連続測温プローブ |
|---|
|
消耗型熱電対 |
|---|

|
分析機器類 |
|---|
|
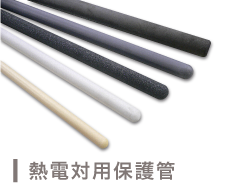
各種保護管 |
|---|
|
実績・用途 |
|---|
|


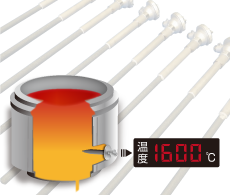
製鋼(タンディッシュ)・鋳物(キュポラ,保持炉,自動注湯機)・銅合金(溶解炉,保持炉)工場における溶融金属の温度を連続的に測温します。
■ 製鋼工場のタンディッシュ(1,500℃ 〜 1,590℃)では最長300時間以上の実積があります。
■ 鋳造工場でのキュポラの出銑樋では10〜30日間の実積があります。
■ 銅合金(黄銅)の溶解炉 / 保持炉では6ヶ月以上の実積があります。
製品の品質、省エネルギー、安定操業、作業者の負担軽減等、様々な形で貢献しています。 ※実積・用途ページにて実際に使用されている開発製品を掲載しています。

-
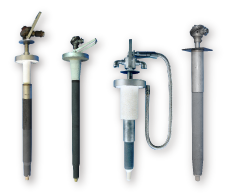
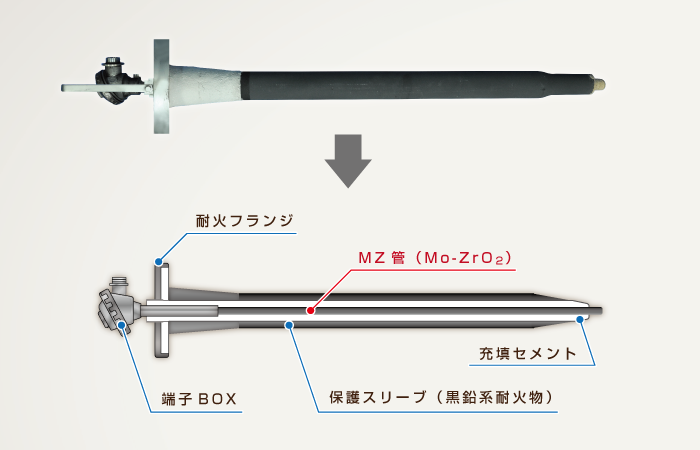
基本構造
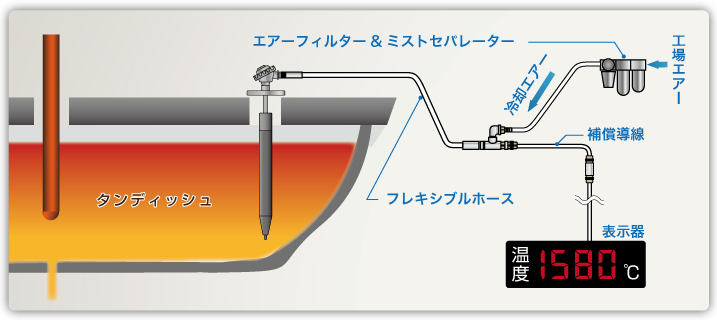
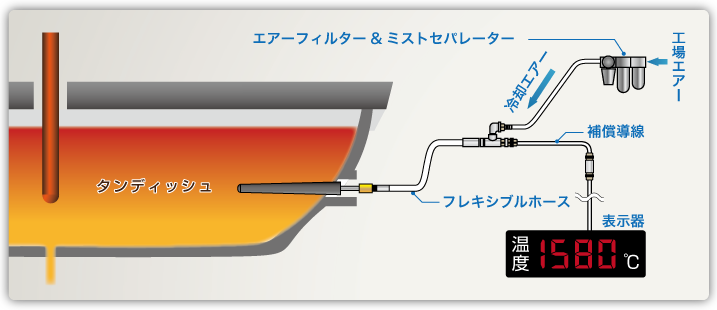
タンディッシュでの使用時設備概要例
部材特徴
MZ管(Mo-ZrO2) 高融点であるMoとZrO2を使用したサーメット保護管であり高温強度、耐熱衝撃性に優れ、溶鋼、スラグ等に対しても高い耐食性があります。 保護スリーブ MZ管の酸化を防ぐ目的と溶鋼(スラグ等)による溶損(寿命向上)対策であり耐熱衝撃性(常温 〜 1,500℃)に関しても優れた黒鉛系耐火物です。 白金熱電対 R熱電対(Pt-Rh13% / Pt)、B熱電対(Pt-Rh30% / Pt-Rh6%)があり、高温域での使用となる為、主にR熱電対よりも劣化に強いB熱電対を推奨しております。 本体寸法、端子BOX、補償導線、エアー冷却用カプラ付メタルコネクタ、フランジ等、鋼種・設備・用途に応じた測温プローブをユーザーごとに設計・製作してりますので、お気軽にお問い合わせ下さい。
仕様データー
全体仕様
項目 仕様 プローブ重量 3 〜 12 kg プローブ形状 Ø50〜90 / Ø25 × 300 〜 1,000 測定範囲 MAX 1,700℃ 測温応答時間 約2分30秒(常温 〜 1,570℃) プローブ接続方法 コネクタ方式(メタルコネクタ・ワンタッチコネクタ) 保護管(サーモアロイ)
項目 特性値 材質 Mo-ZrO2 密度 8.3g / cm3 曲げ強度 342MPa 熱伝導率 68.1W / (m・k) 熱膨張係数 7.2 × 10-6 / ℃ 耐熱衝撃性 無予熱で溶鋼挿入可 スリーブ(耐火物)
項目 特性値 材質 AI2O3(アルミナ) – C 他 見掛気孔率 14.9 % かさ比重 2.60 曲げ強度 9.4 Mpa 弾性率 10.3 Gpa 熱膨張係数 5,2 × 10-6 / ℃ 耐熱衝撃性 無予熱で溶鋼挿入可 連続測温プローブの構造 – END –

-
鉄鋼タンディッシュ用 JTプローブ-S
標準型プローブ ※一例 実積・用途ページに各種あり 
プラズマ加熱装置対応プローブ ※一例 実積・用途ページに各種あり 
特徴 熱電対保護管に優れた耐食性と耐熱衝撃性を有するMZ管を採用 サーメットのスラグライン部分での溶損保護にグラファイト系耐火材を使用 1,500℃以上の高温領域で予熱なしで使用が可能 測温プローブへの特殊コート剤の塗布による耐食、耐スポーリング性を向上 温度変化に対する応答性が良い 連続測温使用行程
製鉄所の場合、精錬の最終行程である連続鋳造で使用。溶融状態である鋼を特定のサイズに固める行程。
連続測温概要
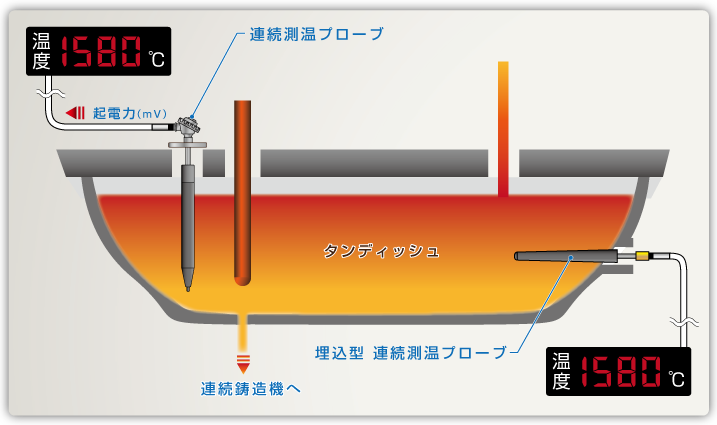
連続鋳造は精錬の最終行程であるため、タンディッシュでの溶鋼温度は、製品の品質及び操作条件に影響する重要なパラメーターです。連続測温プローブは、この温度を連続的に長期間にわたって検知することが可能です。※レードル内での使用も可能
イラスト図説 使用製品一例 設置型プローブ ※一例 実積・用途ページに各種あり 埋込型プローブ ※一例 実積・用途ページに各種あり 
大型温度表示器 ※一例 消耗型熱電対ページに解説あり 
タンディッシュでの使用 – END –

-
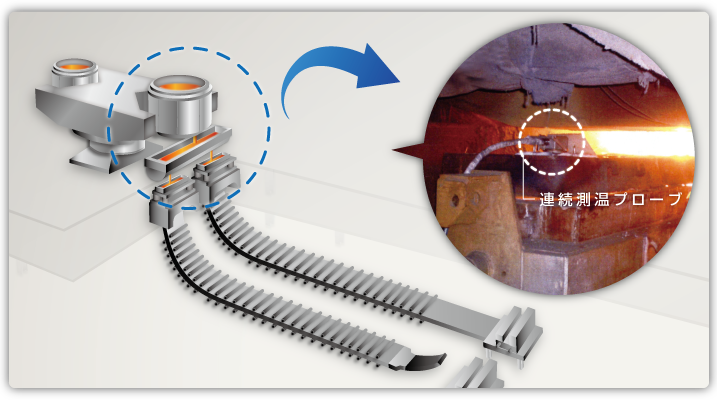
鋳鉄キュポラ用 連続測温プローブ 鋳鉄-FC

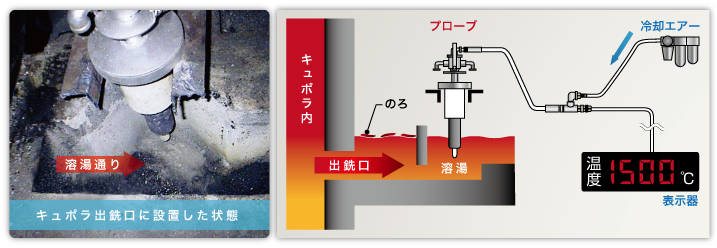
鋳鉄用としてサーモアロイを使用した連続測温プローブはキュポラ出銑口の温度管理として使用されており約1,500〜1,530℃の環境下で10日(200時間以上)の使用実積があります。 専用フレキシブルホース(冷却エアー方式)を使用頂く事で温度精度の高い測温が可能となります。
イラスト図説 使用製品一例 プローブ ※一例 実積・用途ページに各種あり 
フレキシブルホースの特徴
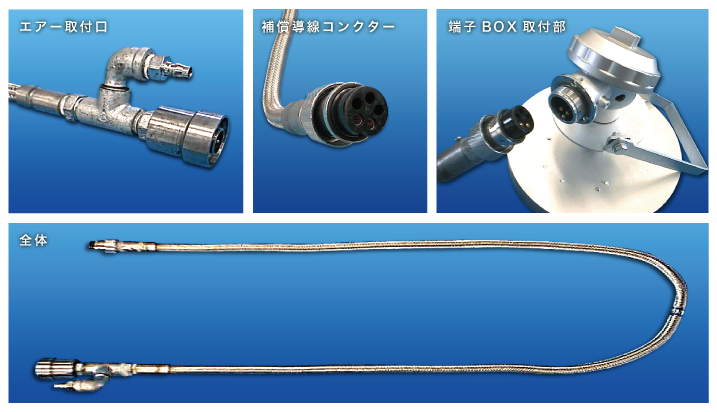
連続測温プローブのコネクタ部を直接冷却する事で補償接点の温度が低温で一定となり、温度誤差が抑えられます。また、周辺環境(熱)の変化に左右される事なく精度良く温度が測定できます。
キュポラでの使用 – END –